













OEE là gì?
Hiệu quả thiết bị tổng thể là KPI bảo trì đo lường mức độ năng suất của tài sản. Công thức tính OEE là sự kết hợp của ba yếu tố cho bạn biết mức độ hiệu quả của tài sản trong quá trình sản xuất: tính sẵn có của tài sản, hiệu suất tài sản và chất lượng sản xuất. Mỗi yếu tố sẽ thể hiện cho bạn những khía cạnh khác nhau trong vấn đề quản lý tài sản trong doanh nghiệp và thực hiện các phương pháp bảo trì.
Để tìm hiểu thêm về khái niệm này, doanh nghiệp có thể đọc qua bài viết: OEE Là Gì? Vai Trò Của OEE Trong Bảo Trì Năng Suất Toàn Diện

OEE – Chỉ số cần quan tâm hàng đầu trong bảo trì doanh nghiệp
- Tính sẵn có – Nội dung hoạt động thường xuyên của thiết bị như thế nào khi cần?
- Hiệu suất – Công năng sản xuất của thiết bị bao nhiêu?
- Chất lượng – Chất lượng, tuổi thọ của thiết bị trong sản xuất?
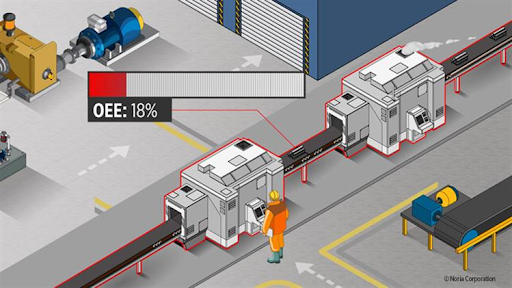
Khi một máy móc hoạt động với OEE là 100%, điều đó có nghĩa là mọi mặt hàng mà nó sản xuất đều không có khiếm khuyết (chất lượng), nó đang sản xuất nhanh nhất có thể (hiệu suất) và không trải qua thời gian ngừng hoạt động ngoài kế hoạch (tính khả dụng).
Công thức tính OEE chuẩn nhất năm 2021 trong TPM
Trước thực hiện công thức tính OEE chuẩn, điều quan trọng là phải biểu thị sự khác biệt giữa các thuật ngữ hiệu quả và hiệu quả khi thảo luận về OEE.
Hiệu quả là mối quan hệ giữa những gì có thể được sản xuất về mặt kỹ thuật và những gì thực sự được sản xuất vào cuối thời kỳ sản xuất. Ví dụ, nếu máy móc của bạn có khả năng tạo ra 100 sản phẩm một giờ và nó chỉ tạo ra 80 sản phẩm, thì nó có hiệu quả 80%.
Tuy nhiên, điều này không cho chúng ta biết mức độ hiệu quả của máy móc bởi vì chúng ta đã không xem xét những thứ như số lượng người vận hành, năng lượng và vật liệu cần thiết để đạt được hiệu quả 80%. Ví dụ: nếu máy móc của bạn chạy hiệu quả 60% với một nhân viên và trở nên hiệu quả 75% với hai nhân viên, hiệu quả tăng 25 phần trăm, nhưng hiệu quả giảm xuống 50% dựa trên lao động.
Có hai cách chính để tính toán OEE:
Tính toán đơn giản:
Cách dễ nhất để tính OEE là tỷ lệ giữa thời gian sản xuất hoàn toàn với thời gian sản xuất theo kế hoạch. Nó giống như sau:
OEE = (Số lượng tốt x Thời gian chu kỳ lý tưởng) / Thời gian sản xuất dự kiến.
Tính toán ưa thích:
Loại tính toán OEE này dựa trên ba yếu tố OEE đã được thảo luận trước đó – tính khả dụng, hiệu suất và chất lượng (số lượng tốt). Nó có dạng như sau:
Tính khả dụng x Hiệu suất x Chất lượng = OEE.
Đây là phương pháp tính toán ưa thích bởi vì bạn không chỉ nhận được điểm OEE cho thấy bạn đang làm tốt như thế nào mà còn nhận được ba con số (tính khả dụng, hiệu suất và chất lượng) cho biết nguyên nhân gây ra tổn thất của bạn.
Ví dụ về công thức tính OEE ưa thích
Dưới đây, chúng ta sẽ xem xét ví dụ về Tính toán ưa thích.
| Mục | Số liệu |
| Thời gian ngừng hoạt động | 5% |
| Hiệu quả | 96% |
| Chất lượng | 98% |
Một máy sản xuất phụ tùng với 5% thời gian ngừng hoạt động (hoặc 95% khả dụng) có hiệu suất 96%.Hai trong số 100 vật dụng mà máy tạo ra bị từ chối vì không đạt thông số kỹ thuật (98% chất lượng). Vì OEE được tính bằng cách nhân ba yếu tố (tính khả dụng, hiệu suất và chất lượng), công thức của bạn trông giống như sau: OEE = 0,95 x 0,96 x 0,98 = 89,376 phần trăm.
Ý nghĩa của công thức tính OEE trong quy trình bảo trì tài sản trong doanh nghiệp

Tiến hành phân tích OEE có thể cung cấp thông tin chi tiết về cách bạn lập lịch, tổ chức và tiến hành các nhiệm vụ bảo trì. Cuối cùng, thông tin này có thể giúp bạn tránh các vấn đề phổ biến và nghiêm trọng với các tài sản tiêu tốn thời gian và tiền bạc của tổ chức bạn. Tính khả dụng của tài sản thấp có thể cho bạn biết rằng máy bị hỏng quá thường xuyên hoặc quá lâu. Điều này có thể có nghĩa là tài sản không được bảo dưỡng phòng ngừa đúng mức hoặc không có sẵn các phụ tùng thay thế quan trọng để nhanh chóng sửa chữa sự cố.
Hiệu suất thấp có thể chỉ ra các vấn đề với một bộ phận cụ thể hoặc các nhiệm vụ bảo trì phòng ngừa, chẳng hạn như vòng bi không nhận đủ dầu bôi trơn hoặc dây đai quá cũ và cần được thay thế.
Điểm chất lượng kém thường là kết quả của các lỗi quy trình và thiếu tiêu chuẩn hóa. Ví dụ: nếu đồng hồ đo không được đặt đúng cách từ ca này sang ca khác hoặc hệ thống không được căn chỉnh nhất quán giữa mọi lần sử dụng, điều đó có thể dẫn đến số lượng lỗi cao hơn. Khi biết lý do, ban quản lý có thể phổ biến bảo trì tự quản tới toàn thể nhân viên.
Chính vì thế, doanh nghiệp cần quan tâm sát sao hơn đến OEE và lưu lại công thức tính OEE chuẩn nhất năm 2021 để quy trình vận hành máy móc đạt hiệu quả cao nhất.




