












Kiểm Soát Quy Trình Thống Kê (SPC) Là Gì?
Kiểm soát quy trình thống kê có tên tiếng anh là Statistical Process Control (SPC) là một phương pháp thống kê để đo lường, giám sát và kiểm soát một quy trình. Đây là một phương pháp trực quan khoa học để theo dõi, kiểm soát và cải tiến quy trình bằng cách loại bỏ các biến thể nguyên nhân đặc biệt trong quy trình. Kiểm soát quá trình thống kê thường được sử dụng thay thế cho kiểm soát chất lượng thống kê (SQC).

Mục Tiêu Kiểm Soát Quy Trình Thống Kê
SPC tập trung vào cải thiện liên tục bằng cách sử dụng công cụ thống kê để phân tích dữ liệu, từ đó hiểu rõ hơn về cách quy trình hoạt động và đưa ra quyết định để cải thiện nó.
SPC là tất cả các quy trình thường có thể thay đổi. Để đạt được mục đích đó, biến thể đo lường cách dữ liệu được phân bổ xung quanh xu hướng trung tâm. Hơn nữa, sự biến đổi này có thể được chia thành hai loại: biến đổi do ngẫu nhiên hoặc biến đổi do nguyên nhân có thể xác định.
- Nguyên nhân chung: Sự biến động trong quy trình xuất phát từ những yếu tố ngẫu nhiên mà chúng ta không thể đưa ra lý do cụ thể cho chúng. Điều này là do sự biến đổi tự nhiên trong quy trình. Tương tự, một quy trình dưới tác động của một yếu tố chung sẽ duy trì tính ổn định và có thể dự đoán.
- Nguyên nhân có thể xác định được: Nó còn được gọi là “nguyên nhân đặc biệt”. Điều này có nghĩa là sự biến đổi trong quy trình không phải do ngẫu nhiên mà có thể được xác định và loại bỏ. Trong trường hợp này, một quy trình bị ảnh hưởng bởi một nguyên nhân đặc biệt sẽ không ổn định và khó có thể dự đoán.
>>> Tham khảo thêm: MPS là gì? Doanh nghiệp cần lên lịch sản xuất ra sao cho hiệu quả

Ý Nghĩa Của SPC
- Thống kê: là một môn khoa học liên quan đến việc thu thập, tóm tắt, phân tích và rút ra thông tin từ dữ liệu.
- Quy trình: Chuyển đổi các nguồn lực đầu vào thành đầu ra mong muốn (hàng hóa hoặc dịch vụ) bằng sự kết hợp giữa con người, vật liệu, phương pháp và máy móc cũng như các phép đo.
- Kiểm soát: Hệ thống, chính sách và thủ tục được áp dụng để tổng sản lượng đầu ra đáp ứng được yêu cầu.
Lợi ích của việc kiểm soát quy trình thống kê
Ngày nay các công ty phải đối mặt với sự cạnh tranh ngày càng tăng cùng với chi phí hoạt động và cả nguyên liệu thô tăng vọt. Theo báo cáo của Sciencedirect sẽ có lợi cho các tổ chức khi có quyền kiểm soát hoạt động của mình thông qua hoạt động SPC như:
- Giảm phế liệu và tái chế
- Tăng năng suất
- Cải thiện chất lượng tổng thể
- Khả năng xử lý phù hợp với yêu cầu sản phẩm
- Giám sát liên tục các quy trình để duy trì quyền kiểm soát
- Cung cấp dữ liệu để hỗ trợ việc ra quyết định
- Hợp lý hóa quy trình
- Tăng độ tin cậy của sản phẩm
- Cơ hội cải tiến toàn diện công ty
Cách Thực Hiện SPC
Dưới đây là 7 bước trong quy trình thực hiện SPC được SpeedMaint tổng hợp:
1. Xác định các tiến trình
Đầu tiên, xác định quy trình chính tác động đến đầu ra của sản phẩm hoặc quy trình rất quan trọng đối với khách hàng. Ví dụ, trong một công ty sản xuất, độ dày của tấm ảnh có thể ảnh hưởng đến cách sản phẩm hoạt động và đạt hiệu suất tốt hay không, sau đó hãy xem xét quy trình sản xuất của tấm ảnh.
2. Xác định các thuộc tính có thể đo lường được của quá trình
Thứ hai, xác định các thuộc tính cần đo lường trong quá trình sản xuất. Ví dụ: coi độ dày tấm là một thuộc tính có thể đo được.
3. Xác định phương pháp đo và thực hiện Gage R&R
Thứ ba, xây dựng hướng dẫn hoặc quy trình thực hiện phương pháp đo, bao gồm cả dụng cụ đo. Ví dụ: hãy xem xét một máy đo độ dày để đo độ dày và tạo ra quy trình đo thích hợp. Thực hiện độ lặp lại và độ tái tạo của Gage (Gage R&R) để xác định mức độ biến thiên trong dữ liệu đo do hệ thống đo lường.
4. Xây dựng chiến lược phân nhóm và kế hoạch lấy mẫu
Thứ tư, xác định quy mô nhóm con dựa trên mức độ quan trọng của sản phẩm và xác định quy mô và tần suất lấy mẫu. Ví dụ: thu thập 20 bộ độ dày tấm theo trình tự thời gian với kích thước nhóm con là 4.
5. Thu thập số liệu và vẽ biểu đồ SPC
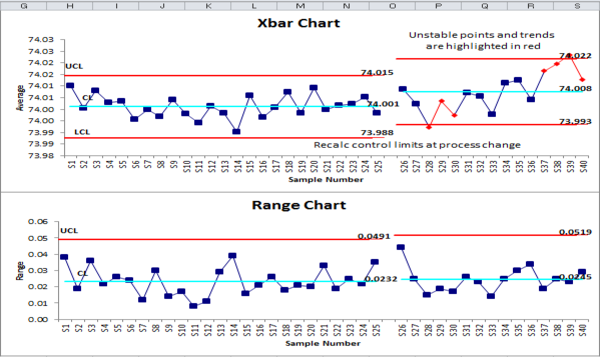
Sau đó, thu thập dữ liệu theo cỡ mẫu và chọn biểu đồ SPC thích hợp dựa trên loại dữ liệu (liên tục hoặc rời rạc) và kích thước nhóm con. Ví dụ: đối với độ dày tấm có kích thước nhóm con là 4, hãy chọn biểu đồ Xbar -R.
6. Mô tả sự biến đổi tự nhiên của các thuộc tính
Tiếp theo, tính toán các giới hạn kiểm soát. Từ ví dụ trên, hãy tính giới hạn kiểm soát trên (UCL) và giới hạn kiểm soát dưới (LCL) cho cả hai phạm vi Xbar .
7. Giám sát sự biến động của quá trình
Cuối cùng, diễn giải biểu đồ kiểm soát và kiểm tra xem có điểm nào nằm ngoài tầm kiểm soát và khuôn mẫu hay không.
Ví dụ: Kiểm tra biểu đồ Xbar R nếu quy trình không nằm trong tầm kiểm soát, sau đó xác định các nguyên nhân có thể chỉ định và giải quyết vấn đề. Đây là một quá trình đang diễn ra, vì vậy hãy theo dõi sự thay đổi của quá trình.
>>> Tham khảo thêm: MRP là gì? Cách thức hoạt động hiệu quả của MRP
Tài Nguyên Kiểm Soát Quy Trình Thống Kê Bổ Sung
Giới hạn kiểm soát: là tiếng nói của quy trình SPC (khác với giới hạn thông số kỹ thuật, là tiếng nói của khách hàng). Chúng cho biết quy trình đang thực hiện những gì và hoạt động như một hướng dẫn về những gì quy trình nên làm. Các giới hạn kiểm soát cũng chỉ ra rằng một sự kiện hoặc phép đo của quá trình có khả năng nằm trong giới hạn đó.
Biểu đồ kiểm soát: Biểu đồ kiểm soát là một trong những kỹ thuật kiểm soát quy trình thống kê cơ bản (SPC). Biểu đồ kiểm soát là sự hiển thị bằng đồ họa các đặc tính chất lượng được đo hoặc tính toán từ một mẫu so với số lượng hoặc thời gian của mẫu. Hơn nữa, biểu đồ kiểm soát có chứa một đường trung tâm biểu thị giá trị trung bình của các đặc tính chất lượng và hai đường ngang khác được gọi là giới hạn kiểm soát trên (UCL) và giới hạn kiểm soát dưới (LCL).
Việc lựa chọn biểu đồ kiểm soát thích hợp là rất quan trọng trong việc lập sơ đồ biểu đồ kiểm soát. Nếu không, nó sẽ dẫn đến giới hạn kiểm soát dữ liệu không chính xác. Việc lựa chọn biểu đồ kiểm soát phụ thuộc vào loại dữ liệu: Liên tục hoặc rời rạc.

Biểu đồ kiểm soát biến đổi (liên tục)
Đo đầu ra trên thang đo liên tục. Có thể đo lường các đặc tính chất lượng của sản phẩm trong quy trình SPC.
Thanh X – Biểu đồ R (khi có sẵn dữ liệu)
Biểu đồ X bar R được sử dụng để theo dõi hiệu suất quá trình của dữ liệu liên tục và dữ liệu được thu thập theo nhóm con tại các khoảng thời gian đã đặt. Nói cách khác, hai đồ thị theo dõi giá trị trung bình của quá trình và sự biến đổi của quá trình theo thời gian.
Biểu đồ chạy (dữ liệu một điểm có giới hạn)
Biểu đồ chạy hiển thị dữ liệu được quan sát khi chúng phát triển theo thời gian. Chỉ là một biểu đồ cơ bản hiển thị các giá trị dữ liệu theo thứ tự thời gian. Nó có thể hữu ích trong việc xác định xu hướng hoặc sự thay đổi trong quy trình nhưng cũng cho phép bạn kiểm tra tính ngẫu nhiên trong quy trình.
X – Biểu đồ MR (I – MR, phạm vi di chuyển riêng lẻ)
Biểu đồ I-MR còn được gọi là biểu đồ X-MR. Biểu đồ phạm vi di chuyển riêng lẻ (I-MR ) được sử dụng khi dữ liệu liên tục không được thu thập trong các nhóm con. Nói cách khác, hãy thu thập một quan sát duy nhất tại một thời điểm. Biểu đồ I-MR cung cấp sự biến đổi của quy trình theo thời gian bằng phương pháp đồ họa.
Thanh X – Biểu đồ S (khi có sẵn Sigma)
Biểu đồ X Bar S thường sử dụng biểu đồ kiểm soát để kiểm tra giá trị trung bình của quá trình và độ lệch chuẩn theo thời gian. Các biểu đồ này được sử dụng khi các nhóm con có cỡ mẫu lớn và biểu đồ S cung cấp sự hiểu biết tốt hơn về mức độ trải rộng của dữ liệu nhóm con so với phạm vi.
Biểu Đồ EWMA
EWMA – Biểu đồ trung bình trượt có trọng số theo cấp số nhân được sử dụng trong kiểm soát quy trình thống kê để theo dõi các biến (hoặc thuộc tính hoạt động giống như biến). Ngoài ra, nó sử dụng toàn bộ lịch sử của một đầu ra nhất định. Điều này khác với các biểu đồ kiểm soát khác xử lý từng điểm dữ liệu riêng lẻ.
Biểu đồ kiểm soát thuộc tính (rời rạc)
Đầu ra là kết quả cuối cùng hoặc số liệu đếm, không dựa trên đo lường chính xác các đặc tính chất lượng của sản phẩm trong SPC. Nó thường dựa vào đánh giá thị giác như tốt, xấu, trượt, hoặc đạt, không đạt, chấp nhận, từ chối.
- Biểu đồ P (sử dụng cho lỗi với kích thước mẫu biến đổi): Sử dụng biểu đồ P khi bạn thu thập dữ liệu về lỗi trong một số lượng mẫu khác nhau. Nó cũng có thể thể hiện tỷ lệ lỗi dưới dạng phần trăm. Trên biểu đồ P, chúng ta vẽ các điểm để thể hiện tỷ lệ các đơn vị không xác nhận hoặc lỗi được phát hiện trong n mẫu.
- Biểu đồ np (sử dụng cho lỗi với kích thước mẫu cố định): Sử dụng biểu đồ np khi dữ liệu được thu thập từ các nhóm con có cùng kích thước. Biểu đồ np sẽ hiển thị thay đổi của quy trình theo thời gian bằng cách đo số lỗi được tạo ra. Nó sẽ cho biết xem quy trình có đạt hay không đạt, có lỗi hay không.
- Biểu đồ c (sử dụng cho lỗi với kích thước mẫu cố định): Biểu đồ c được sử dụng khi dữ liệu liên quan đến số lượng lỗi trong sản phẩm. Chúng ta thu thập số lượng khiếm khuyết trong các cơ hội khác nhau trong mỗi nhóm con.
- Biểu đồ u (sử dụng cho lỗi với kích thước mẫu biến đổi): Biểu đồ u là một biểu đồ kiểm soát thuộc tính, hiển thị tần suất lỗi hoặc không phù hợp thay đổi theo thời gian đối với một quy trình hoặc hệ thống. Số lượng khiếm khuyết được thu thập về các cơ hội trong từng nhóm con.




